如何用自己的雙手焊接電線

PUE 的規定建議將焊絲作為最可靠的連接方式之一。使用這種方法的優點遠遠超過了它在 DIY 者和專業電工中流行的一些缺點。
焊接的優缺點及其品種
焊接電線連接的優點是沒有過渡電阻,在扭轉或螺栓連接時總是存在。在為功能強大的設備佈線時尤其如此。
缺點是需要購買或製造自己的用於扭曲的焊接機。
焊接工作需要一些技能,因此焊接扭曲的電工至少需要學習該工藝的基礎知識。
在生產中的電氣工作期間,使用各種類型的焊接:標準焊接、弧點焊接、等離子焊接、扭轉焊接、電子束焊接、超聲波焊接或它們的各種組合。對於家庭使用,電工通常使用點焊和電弧焊設備,該設備適用於碳或石墨電極。

該解決方案允許您以所需設備和組件的最低成本獲得優質連接。
在製造焊絲設備時,最應該注意設備的以下特性:
- 設備可以發出的電流強度。理想情況下,這是一個變量值。
- 設備提供的電壓足以產生電弧 - 通常為 12-32 伏。
- 焊機的工作電流是交流的還是直流的。如果您有此類工作的經驗,可以使用變量,但對於初學者,強烈建議從常量開始。
由於不同的金屬需要不同的電流和電壓進行焊接,通用焊機必然可以調整這些值。此外,當連接不同的材料時,您可能需要特殊的助焊劑來保護金屬免受氧化或空氣中的氣體滲透進入金屬。在大多數情況下,萬能焊機相當笨重,但對於小型焊接工作,您可以找到價格相對較低的逆變焊機,非常適合焊絲。
如果焊接用於家庭佈線的銅線,則無需使用非常高的電流和電壓,因此可以使用適合標準工具箱的小型焊接機。
弧焊的工作原理-裝置圖
由於焊接需要大電流,降壓變壓器是任何焊接機的基礎——電壓損失總是伴隨著電流強度的增加,反之亦然。
標準二極管電橋用於將交流電轉換為直流電,電容器用於消除紋波。
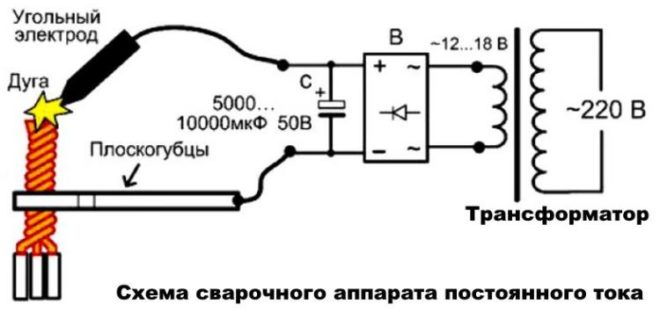
使用直流設備的一個明顯缺點是二極管和電容器的使用尺寸相當大,並且它們顯著增加了焊機的重量,焊機最初是便攜式的。
此外,專家建議在二極管橋的輸入或輸出端增加額外的電阻,因為二極管“不喜歡”純粹形式的短路。
許多工匠手動組裝了用於焊接銅線的焊接機,該焊接機從交流電中產生電弧並成功使用。因此,不可能明確地說不可能使用直流設備 - 每個人都根據自己的技能為自己選擇必要的模型。如果交流電焊機是人工組裝的,那麼二極管橋和電容就簡單地被扔出電路了。
使用交流焊機必須掌握的一項必要技能是“通過眼睛”學習放電的點燃電弧應該保持多長時間,以便扭轉末端加熱和熔化。
用於焊接的負接觸的最常見方法是使用固定電線的舊鉗子。

用一個夾子固定相,可以夾住石墨棒。夾具的設計可以非常多樣化 - 從螺釘連接到所謂的“鱷魚”,無論是自製還是工廠製造。為了與焊機本身連接,使用橫截面約為 10 mm² 的電纜。
儘管在工業環境中組裝的設備比自製設備貴一個數量級,但它的價格並不高,即使預算有限,您也可以購買這樣的焊接機。使用它的優點是顯而易見的——它是一個精確計算的設計,帶有一個電流調節器,它允許您使用不同類型的金屬和要焊接的電線數量。
線焊工藝的細微差別
有了必要的技能,焊接導體並不需要很長時間,但為了獲得良好的連接,強烈建議首先在單根電纜上進行練習。此外,如果使用與交流電一起工作的用於焊接扭曲的設備,則必須這樣做 - 您需要習慣這種設備的電源。整個過程清晰地顯示在以下視頻中:
一步一步,一切看起來像這樣:
- 剝線。焊接的一個特點是需要將導線的導體剝去 60-80 毫米的長度。更少是不可能的,因為在焊接過程中,電線會非常強烈地加熱並且絕緣層會熔化。
- 電線絞合。看起來你可以簡單地折疊電線並焊接 - 無論如何,最後會形成一個水滴,將所有東西連接在一起。這種連接方法的問題可能是電線的易碎性 - 不會出現這種情況,但由於某種原因,用碳電極焊接產生的跌落具有海綿狀結構並且容易斷裂。這不會影響導電性,但如果電線沒有扭絞,它們可能會斷裂。
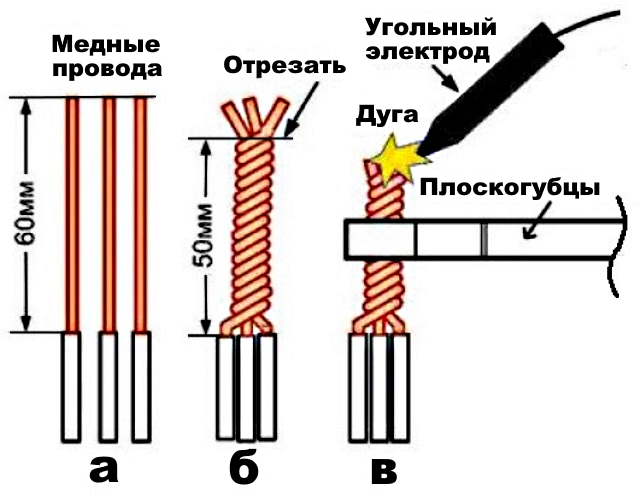
- 修剪扭曲。為了獲得均勻的切割,必須切斷靜脈的絨毛末端。然後焊接過程中的電弧將均勻地加熱扭曲的整個表面,並且下降將變得均勻。
- 焊接。用鉗子捕獲扭曲並將石墨電極帶到其尖端,直到出現電弧。它必須保持直到電線的末端融合,形成一個平滑的下降。下一個撚線在前一個撚線冷卻後焊接。
如果沒有出現電弧,則說明變壓器的功率不足或使用了太長的連接電極支架的導線(它們的電阻會阻止獲得足夠的電流)。
電線長度的最佳選擇是2.5-3.5米,但在第一種情況下,為了工作方便,焊機必須放在支架上。
- 扭曲絕緣。就速度而言,這裡的最佳選擇是使用熱縮麻布,但要加熱它們,您還需要一個建築吹風機或一個好的打火機。此外,使用普通電工膠帶沒有任何障礙 - 除非時間長一點。
- 焊接銅線和鋁線。通常,它的執行方式與通常的方式相同 - 唯一的區別在於電線的準備。銅絞線保持筆直,鋁絞線纏繞在其周圍。然後將助焊劑塗在鋁上,加熱時會去除金屬上的氧化膜,然後就可以開始焊接了。

但是,如果您遵循 PUE 的要求,那麼在國內條件下,您幾乎不必使用鋁線,因為禁止使用橫截面小於 16 mm² 的此類電纜鋪設電線。
電線逆變焊
最好使用這種設備,因為用逆變器焊接銅線和鋁線比使用自製焊接機容易得多。這是一個通用計劃的設備,其電流強度被調節在高達 160 安培的範圍內。除了可以焊接鋼絞線這一事實之外,它還允許您使用厚度達 5 毫米的金屬 - 對於家庭使用而言,這種功率通常綽綽有餘。
通常,這種設備是不斷面臨焊接工作的專業人士的特權,但同時也可以安全地推薦給剛剛親自掌握捻焊的初學者。 “熱啟動”功能、防止電極粘連以及即使在電壓下降的情況下也能工作的能力將使新手焊工快速掌握該工藝的基礎知識,而專業人士總是樂於使用好的工具工作。
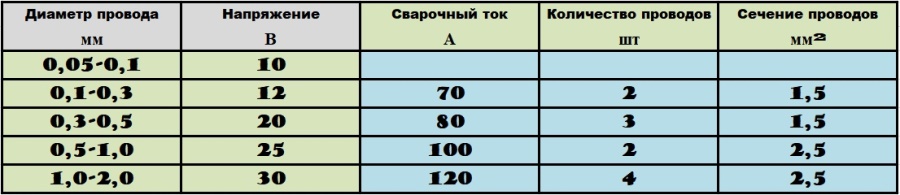
如果設備允許您調整電壓和電流,那麼“通過眼睛”設置哪些值可以通過電線的直徑及其數量來確定。
簡要介紹一下主要內容
焊接雙絞線的末端顯著提高了這些觸點的導電性,從而提高了整個網絡的特性。
允許點焊的焊接機是市售的,而且結構簡單,可以自己製造。但在第二種情況下,更常見的是組裝產生交流電的更簡單的設備——這些設備需要一定的操作技能。
在實踐中,使用這個或那個設備並沒有太大的區別——如果主人有足夠的經驗,無論如何結果都會很好。



