Vadu savienojums ar gofrēšanas piedurknēm
Vadu savienošanai ir ļoti daudz veidu - no vecā vectēva savīšanas līdz modernākajiem pašnostiprinošajiem spaiļu blokiem. Bet neviens no tiem nav ideāls, katrai metodei ir savas priekšrocības un trūkumi. Dažos gadījumos pietiek ar vadu pievienošanu spaiļu blokā, dažreiz būs nepieciešama metināšana vai lodēšana. Bet ir reizes, kad vadu gofrēšana ir labākais risinājums, parunāsim par to sīkāk.
Saturs
Kāda ir metodes būtība?
Gofrēšana ir vadu savienošanas metode, izmantojot īpašas piedurknes. Ārēji tie izskatās kā parastas caurules un kalpo kā savienojošs mehānisms.
Pievienojamo vadu vadītāji tiek ievietoti caurulē no diviem pretējiem galiem, saspiesti ar preses knaiblēm, un rezultātā tiek iegūts spēcīgs un uzticams elektriskais mezgls. Caurule tiek saspiesta divās vai trīs vietās, atkarībā no tās garuma un ieslēgto vadītāju šķērsgriezuma. Savienotajos serdeņos un uzmavā notiek locītavas deformācija. Šajā brīdī vadītāju vadošās virsmas tiek saspiestas un izspiestas caurulē. Sakarā ar to vadītāji ir savstarpēji saistīti, kas nodrošina uzticamu elektrisko kontaktu.
Tad krustojums tiek izolēts.
Visbiežāk šo metodi izmanto situācijās, kad nav iespējams piemērot cita veida savienojumu. Piemēram, metināšanai nepieciešama elektrības klātbūtne, lai jūs varētu savienot metināšanas mašīnu. Strādājot nelielā savienojuma kārbā, ir neērti atrast skrūvju savienojumu, uzgriežņu skavu vai spaiļu bloku. Un ar lodāmuru sasniegt griestus līdz savienojuma kārbai arī nav īpaši ērti. Šādos gadījumos vadu gofrēšana ar piedurkņu palīdzību palīdz izkļūt.
Gofrēšanas metode ir vispieprasītākā:
- ja ir nepieciešams savienot vadus elektrolīnijās ar lielu pašreizējo slodzi;
- stiepļu vadītāju pārslēgšanai;
- ja ir nepieciešams savienot liela šķērsgriezuma vadus.
Priekšrocības un trūkumi
Gofrēšanā ir daudz pozitīvu aspektu:
- Instruments, ar kuru tiek izveidots šāds savienojums, ir manuāls, un tam nav nepieciešama elektrība. Gadījumā, ja jums ir jāstrādā telpā, kur nav sprieguma, gofrēšana ir vienīgā augstas kvalitātes savienojuma metode.
- Ar gofrēšanas cauruļu palīdzību ir iespējams savienot vadītājus, kas izgatavoti no dažādiem metāliem, kas ir risinājums mūžīgajai problēmai - vara un alumīnija vadītāju pārslēgšana vienā elektriskajā blokā.
- Ja metināšanai nepieciešams speciālists, kurš spēj veikt metināšanu, un, lodējot, ir jāprot izmantot lodāmurs, tad katrs var veikt gofrēšanu, pietiek ar to, lai preses knaibles darbotos tikai vienu reizi.
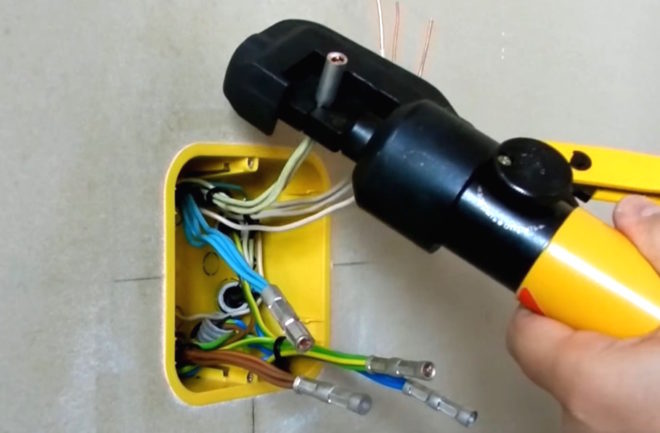
- Ar īpaša gofrēšanas instrumenta palīdzību ir iespējams veikt komutāciju jebkurās, pat slēgtās telpās. Tas ir īpaši ērti, ja vadus savieno kontaktligzdā vai kastē.
- Gofrēšana ar preses knaiblēm un uzmavām ļauj saīsināt savienoto vadu sekcijas līdz minimumam.
- Mehāniskais spēks rada visizturīgāko kontakta savienojumu.
- Gofrēšanas rezultātā tiek iegūts viengabala savienojums, kas pārrāvuma laikā var izturēt lielu fizisko slodzi.
- Instalācijas ātrums ir minimāls, savienojuma kvalitāte - maksimāla.
- Šim kontaktam nav nepieciešama apkope.
Neatdalāms gofrēšanas veids kaut kādā veidā ir trūkums, tas ir, ja nepieciešams, jūs nevarat atvienot savienojumu un nomainīt vienu no vadītājiem.Uzmavu var tikai izgriezt.
Instrumenti un materiāli
Darbam jums ir nepieciešami manuālie (vai mehāniskie) presēšanas knaibles. Viņi gofrē piedurkni ar vadiem līdz 120 mm2... Lielāka šķērsgriezuma serdeņiem ir nepieciešama prese, ko darbina hidrauliskā piedziņa.

Dažādām sekcijām ir knaibles ar presformu un ar regulējamiem perforatoriem. Ļoti ērts rīks tādā nozīmē, ka tas nav nepieciešams pastāvīgi pārinstalēt citos izmēros, tikai perforatoru skrūve vai die ir pagriezta uz vēlamo sekciju.
Strādājot ar alumīnija stieplēm, jums būs nepieciešama īpaša kvarca-vazelīna pasta, kas noņem vēnu oksīda plēvi un novērš tā atkārtotu parādīšanos.
Vara vadītājiem šāda apstrāde nav nepieciešama, taču, lai samazinātu berzi, ieteicams tos ieeļļot ar parastu tehnisko vazelīnu. Deformācijas laikā celmi var tikt bojāti, un eļļošana samazina šo risku.
Piedurkņu tipi
Stiepļu gofrēšanai ir ļoti svarīgi izvēlēties pareizās piedurknes.
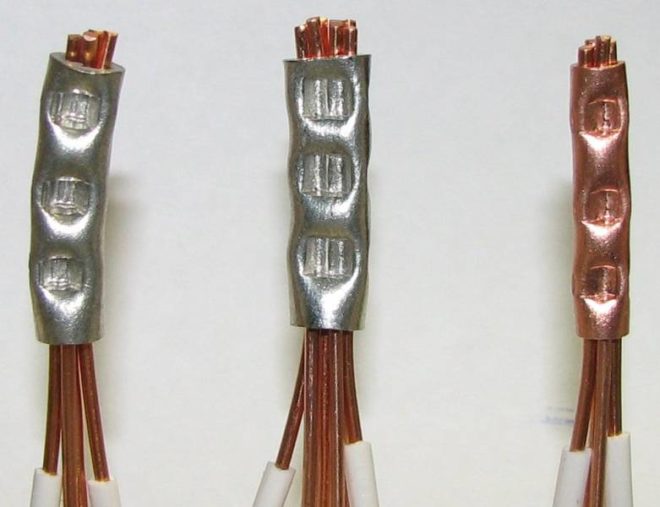
Pēc izpildes materiāla
Attiecīgi vara kabelis vai vads ir jāapgredz ar vara piedurknēm. Tie ir divu veidu, un tiem ir šāds saīsinājums:
- GM - vara piedurknes. Tie ir izgatavoti tikai no vara, tiem nav nekādu pārklājumu vai apstrādes, pēc izskata tie izskatās kā parasti vara cauruļu gabali.
- Vara piedurknes ar GML. Viņiem tiek veikta skārdīšanas procedūra, tas ir, to virsmu apstrādā ar īpašu alvas-bismuta slāni. Tas tiek darīts, lai novērstu oksidācijas un korozijas procesus. Arī no skolas fizikas stundām ir zināms, ka varš, tāpat kā jebkurš cits metāls, oksidējas. Noslāņošanās novērš šo procesu, gofrētās stieples ķīmiski nereaģēs ar izliekto uzmavu.

Es vēlētos sniegt vienu noderīgu padomu. Neklausieties, ja pēkšņi kāds pieredzējis elektriķis jums pierādīs, ka ar GML uzmavu palīdzību ir iespējams gofrēt alumīnija stieples, jo alvas slānis neļaus tiešu kontaktu starp alumīniju un varu. Tas nav taisnība, jo presēšanas laikā caurules virsmas slānis tiek deformēts, un korozijas process joprojām ir neizbēgams.
Alumīnija stiepļu savienošanai viņi izmanto izstrādājumus, kas izgatavoti no tā paša metāla, tos apzīmē ar GA (alumīnija uzmava).
Ir arī kombinētas piedurknes, tās apzīmē ar GAM (alumīnija-vara piedurknes), ikdienā daudzi tās sauc par alumīnija-vara. Šī opcija tiek izmantota, ja nepieciešams savienot dažādu metālu stieples. Uzmava ir divu daļu caurule; dažādu metālu krustojumā savienojumu veido ar berzes metināšanu. Šeit viss ir ārkārtīgi vienkāršs un skaidrs - caurules daļā, kas izgatavota no vara, ir jāievieto vara vadītāji, bet alumīnija daļā - alumīnija vadītājs.
Un vismodernākā versija ar apzīmējumu GSI (izolētas savienojošās piedurknes). To pamatā ir parastās skārda caurules, tikai virs tām ir pārklāts ar polivinilhlorīda izolāciju. Viņi gofrē vara stieples. Gofrēšanas laikā izolācijas slānis netiek noņemts, virs tā tiek uzlikti knaibles un tiek veikta saspiešana. Šādas uzmavas ievērojami vienkāršo elektriķa darbu, jo gofrētajam elektriskajam mezglam nav nepieciešami papildu pasākumi tā izolēšanai.
Pēc lieluma
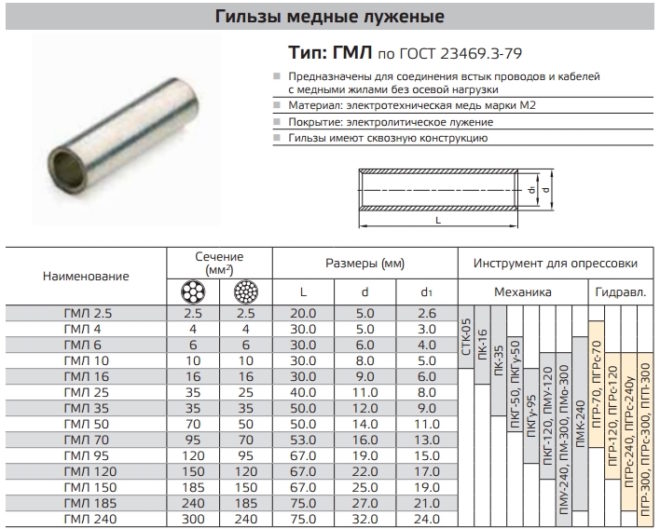
Pēc burtu apzīmējumiem uz piedurknes ir uzrakstīts numurs. Ko tas nozīmē? Tas ir diriģenta šķērsgriezums, kuram šis produkts ir paredzēts. Piemēram, alvas vara piedurknes ražo vadiem ar šķērsgriezumu no 2,5 līdz 300 mm2... Attiecīgi, palielinoties vadītāja šķērsgriezumam, arī pašai uzmavai (diametram un garumam) ir lieli izmēri. Kombinētajiem izstrādājumiem divi skaitļi tiek ierakstīti caur frakciju, viens norāda vara vadītāja šķērsgriezumu, otrais - alumīnija.
Pēc dizaina
Uzmavas arī atšķiras pēc dizaina. Tie var būt dobi, tas ir, iekšpusē tie ir caur plikām caurulēm.Un tie nāk ar nodalījumu pa vidu, kas ļauj pielāgot vadītāju ieejas dziļumu, tas ir, abu savienoto serdeņu gali nonāks piedurknē vienādā garumā. Kombinētās piedurknes tiek ražotas ar starpsienām, kuras tiek izmantotas, pārslēdzot vadītājus savienojumā.
Pamatnoteikumi

Vadu gofrēšana nav īpaši grūta. Jums vienkārši jāzina un jāņem vērā vairāki svarīgi noteikumi:
- Metāliem, no kuriem tiek izgatavota uzmava un savienotāji, obligāti jāatbilst viens otram.
- Daudzi elektriķi saīsina rūpnīcas piedurknes un lieko daļu vienkārši sazāģēja ar metāla zāģu. Tas nav vēlams, jo kontakta savienojuma uzticamība ir samazināta.
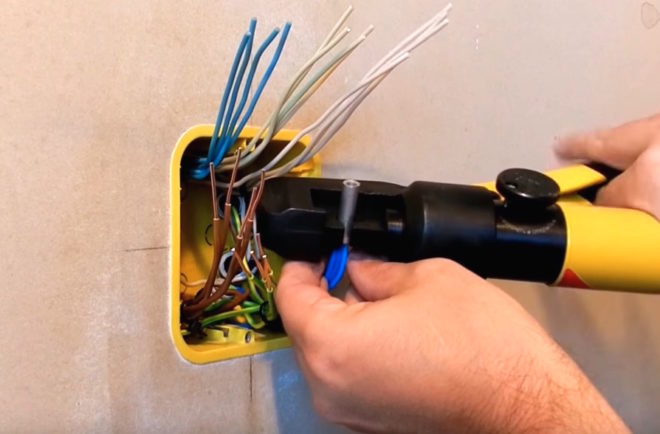
- Vadu gofrēšana ar piedurknēm jāveic tikai ar īpaša instrumenta - presēšanas stangas - palīdzību. Jums nav jāizmanto āmurs vai knaibles, jo ir iespējams sabojāt gan uzmavu, gan vadītāju.
- Uzmava jāizvēlas ar tādu iekšējo diametru, lai tā būtu pēc iespējas tuvāk gofrētās stieples diametram.
Tā ir ļoti izplatīta kļūda, mēģinot samazināt vadītāja šķērsgriezumu, lai to pielāgotu caurules izmēram. Piemēram, ja ir piedurkne ar mazāku diametru, daži cilvēki vēlas apkrāpt un noņemt no vēdera stieples dažas vēnas. Nekad nedariet to, jo palielināsies pretestība, samazinās joslas platums, kas novedīs pie kontakta savienojuma sildīšanas un iznīcināšanas.
Tehnoloģijas
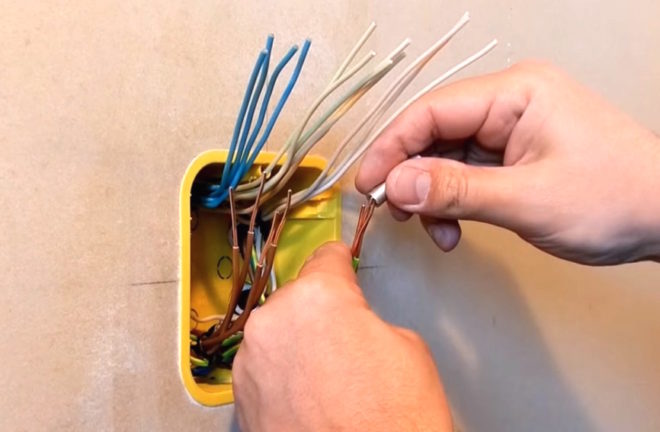
- Uz savienojamajiem vadiem noņemiet izolācijas slāni par 2-3 cm.
- Tagad, izmantojot smalkgraudainu smilšpapīru, slīpētās vietas noslīpē līdz metāla spīdumam.
- Ja vadītāji ir alumīnija, uz tiem uzklājiet kvarca un vazelīna pastu, ja vara, tad tehnisko vazelīnu.
- Vienpusīgai gofrēšanai sakārtojiet vadus paralēli viens otram un pabīdiet piedurkni pār tiem. Divpusējām ievietojiet noņemtos serdeņus caurulē no pretējiem galiem līdz savienojumam.
- Salaidiet savienojumu ar presēšanas knaibles, noslaukiet ar benzīnā vai šķīdinātājā samērcētu audumu, izolējiet ar elektrisko lenti, termiski saraujošām caurulēm vai laku.
Vadu atvienošana savienojuma kārbā, izmantojot gofrēšanu, ir detalizēti parādīta šajā videoklipā:
Kā redzat, gofrēšanā nav nekas sarežģīts, un jūs saņemat uzticamu un augstas kvalitātes savienojumu. Ja jums jāveic līdzīgs vienreizēja rakstura darbs, varat palūgt kādam preses knaibles vai noīrēt tos. Gadījumā, ja jūs bieži sastopaties ar elektrības darbu, iegādājieties instrumentu, tas nav pārāk dārgs.



