Hogyan kell megfelelő módon forrasztani a huzalokat, és mire van szüksége ehhez?

A vezetők csatlakoztatásának számos módja van. Ebben a cikkben az egyik legmegbízhatóbbról - a forrasztózsinórral ellátott huzalokról fogunk beszélni. Ez a folyamat finom és fáradságos. Ha soha nem tartott a kezében forrasztópáka, akkor meg kell tanulnia egy kicsit. Először tapasztalatokra és készségekre van szüksége a forrasztóberendezés használatában. Másodszor, a vezetékek forrasztása előtt össze kell csavarozni őket. Harmadszor, speciális szerszámokra és anyagokra van szüksége.
Tartalom
Folyamatfizika
A forrasztóhuzal csatlakoztatása előtt jó lenne megérteni ennek a folyamatnak a lényegét.
Adagok segítségével egy darabból álló összeköttetéseket kapunk. Például, ha bármilyen két elemet (kábelt vagy vezetéket) össze kell kötnie, akkor a forrasztott anyagot egymáshoz olvadt fém formájában vezetik be. Szükséges, hogy ennek a fémnek az olvadáspontja alacsonyabb legyen, mint az összekapcsolandó elemek anyaga. A keményforrasztott elem, a fluxus és a forrasztás hevítés útján kerül érintkezésbe. A forrasztás folyékonyvá válik, és megnedvesíti a vezető felületét. Ha a hevítést leállítják, a forrasztott ötvözet megszilárdul, és így erős érintkezési kötést képez.
Az érintkezési szilárdság attól függ, hogy a forrasztóanyag milyen jól nedvesítette meg az összekapcsolandó elemek felületét. És itt már közvetlen függőség van attól, hogy ezek az elemek mennyire voltak tiszták a forrasztás idején. Ezért a huzalok forrasztása előtt mentesnek kell lenniük szerves anyagtól (olaj, zsír) és oxid-filmtől. Erre a célra, és fluxust kell használni, ráadásul csökkenti a felületi feszültséget és javítja a szórás minőségét.
A fluxusra, a forrasztott ötvözetre és a hőmérsékletre a legkisebb követelményeket rézhuzalok forrasztásával állítják elő. Ezért, ha egy ilyen üzletet szeretne megtanulni, jobb, ha először forrasztja a rézhuzalokat forrasztópáka segítségével, és az idő múlásával, amikor készségeket és tapasztalatokat szerez, más anyagokkal fog dolgozni.
A forrasztás előnyei és hátrányai
A forrasztás legfontosabb előnye más típusú vezetékes csatlakozásokkal szemben a megbízhatóság. A hegesztett elektromos szerelvény megbízhatóság szempontjából csak a hegesztett csatlakozásnál lehet második.
A teljes működési időszak alatt elfelejtheti a forrasztott csatlakozást, nincs szükség további karbantartásra.
Forrasztás segítségével különféle keresztmetszetű, egymagos vezetékeket csatlakoztathat az sodrotthoz.
Ezt a módszert alacsony költségnek tekintik. A lényeg az, hogy van forrasztópáka, és a gyantával történő forrasztás nagyon olcsó, ugyanakkor fogyasztásuk nagyon csekély.
A forrasztás kétségtelen előnye, hogy több mint 2 vezeték egyidejű csatlakoztatására is felhasználható.
A forrasztás hátrányai között szerepel a magas munkaintenzitás és a forrasztópáka használatához szükséges készségek kötelező jelenléte.
Szükséges szerszámok és anyagok

A két huzal forrasztása előtt először meg kell vásárolnia az összes szükséges anyagot, és a legfontosabb eszközön - a forrasztópákon is - kell tárolnia.
Forrasztópáka

Ez az eszköz fűtőkészülék, amelynek segítségével a forrasztó ötvözet és a forrasztandó alkatrészek felületét felmelegítik. Három fő részből áll:
- fogantyú (fából vagy műanyagból készül, működés közben nem melegszik fel);
- fűtőelem;
- munkaelem.
A forrasztópáka különféle típusú:
- Elektromos fűtés. Az ilyen szerszám működő része egy réz hegy csúcsa, amelyet egy fűtőelem fűt.A hegy hőmérséklete eléri a 300 fokot, miközben nem túl erős (60-100 watt).

- Gáz. A működés elve szerint ez a forrasztópáka hasonló a szokásos gázégőkhöz, a forrasztás helyét nyílt lánggal melegítik.

- Forró levegő. A forrasztás helyét meleg levegővel leszorítják.

- Molotkovy. Ennek a forrasztópákanak is van rézhegye, de alakja szerint egy hatalmas kalapácshoz hasonlít. A fűtés nyílt lángon vagy beépített elektromos fűtőelem miatt történik.

A legszélesebb körben használt elektromos forrasztópáka rádióelemek és vezetékek forrasztására.
forraszt
A forrasztási folyamat fő anyaga a forrasztás. Több fémet tartalmazó ötvözet, amelynek alacsonyabb olvadáspontja van, mint az összekapcsolandó elemek fémjeinek. Az ilyen ötvözetek ónból, kadmiumból, ezüstből, rézből, ólomból és nikkelből készülnek.

Kívánatos a rézhuzalok forrasztása a POS-60 márkanév ötvözetével. A POS betűk azt jelzik, hogy ez a forrasztóanyag ónból és ólomból készül. A számok azt mutatják, hogy az ón hány százaléka van a forrasztásban. A tiszta ónt természetesen a legjobb forrasztóanyagnak tekintik, de drága, kivételes esetekben használják.
A forrasztás felszabadulásának formája eltérő - szemcsékben, pasztákban, rúdokban, porban, fóliában vagy huzalban.
Hogyan kell használni a forrasztott ötvözetet? Olvadáspontja fölé hevítik, és amikor eléri az olvadt állapotot, megérintik az összekapcsolandó elemek szilárd felületeit. Ebben a pillanatban megkezdődnek a kémiai és fizikai folyamatok. A forrasztott ötvözet elterjed a fémfelületeken, áthatolva közöttük minden résbe.
Tartsd észben! Az alumínium huzalok forrasztása előtt meg kell találnia egy speciális forrasztót. Ehhez a fémhez a TsO-12 (cink-ón) vagy a TsA-15 (cink-alumínium) cink-alapú ötvözetek alkalmasabbak.
Fényáram
Leggyakrabban szerves és szervetlen anyagok keverékét használják fluxusként, amelynek segítségével a felületeket előkészítik a forrasztáshoz. Lehet gyanta, acetil-szalicil- vagy foszforsav, ammónia vagy bórax-só.

A leggyakoribb folyadék a kolofon. Vannak, akik savakat használnak keményforrasztáshoz, de a gyanta minősége rosszabb. Noha a sav használata sokkal könnyebb, ecsettel nedvesítjük meg, és az anyagot felvisszük az összeilleszthető felületekre. A gyantával kissé nehezebb, magát le kell fektetni benne, forrasztópázzal fel kell melegíteni, majd a gyanta megolvad és elkezdi a huzalokat burkolni.
Időnként forrasztást használnak, amely vékony huzal, amely belsejében gyantával van töltve. Természetesen ez gyorsabbá és kényelmesebbé teszi a folyamatot, elegendő egy forrasztott forrasztópáka felvétele és a csatlakoztatandó felületekre történő felvitele, nincs szükség az egyes huzalok gyantával külön-külön feldolgozására.
Egyéb eszközök
A vezetők forrasztásához a következőkre is szükség lesz:
- Munkahelyet be kell fedni olyan anyaggal, amely nem fél a megolvadt forrasztás cseppjétől. Egy fém asztal vagy valamilyen fém vagy fa tartó akkor történik, amikor munkát kell végezni, például egy csatlakozódobozban.
- Forrasztópáka állvány (megbízhatónak és kényelmesnek kell lennie).
- Egy darab nedves ruhával vagy szivaccsal a forrasztópáka hegyének tisztításához.
- Fájlt. A forrasztópáka használata előtt először meg kell tisztítania annak hegyét, nem lehet rajta szénlerakódások, akkor a forrasztás könnyen megy.
- Kés vagy speciális eszköz a szigetelő réteg eltávolításához.
- Fogó.
- Csiszolópapír.
- Alkohol.
- Szigetelő szalag (vagy hőre zsugorodó cső).
Előkészítő munka

A huzalok forrasztása előtt számos előkészítő munkát meg kell tenni:
- Vágja le a csatlakoztatandó vezetékek szigetelőrétegét 40-50 mm-rel.
- Most meg kell tisztítania a csupasz területeket az oxidfilmtől.Ezt finom csiszolópapírral lehet megtenni. A vezetékek vezetõit fényesre kell lecsupaszítani.
- A rézvezetők forrasztása előtt őröljük meg. Melegítsük a forrasztópárat a kolofon olvadáspontjáig. Hogyan lehet megtudni? Csak érintse meg a kolofonot az eszközzel, az aktívan megolvad. Merítse a kitett területet gyantagyantába. Vegyen néhány forrasztó ötvözetet egy hegyével, és vezesse be a huzal mentén. Annak érdekében, hogy a folyamat simább és gyorsabb legyen, csavarja meg kissé a huzalt. Az ónozás után a rézmag nem piros, hanem ezüst színű lesz. Ugyanezt tegye minden forrasztott vezetéknél.
- Csatlakoztassa az ónozott huzalokat egy csavarba.
A huzalok ónozását hogyan látjuk ebben a videóban:
Most már minden kész a forrasztási folyamathoz.
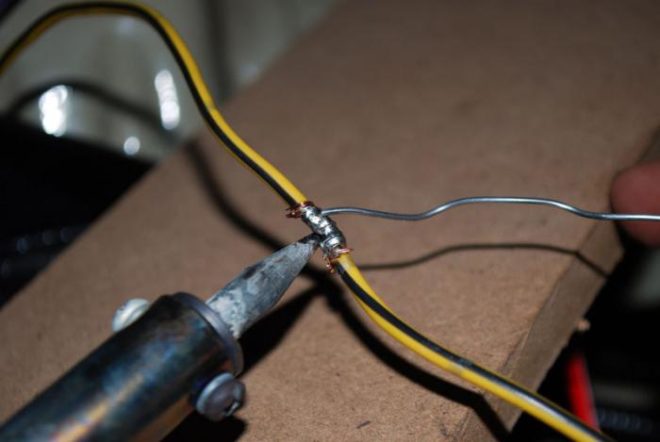
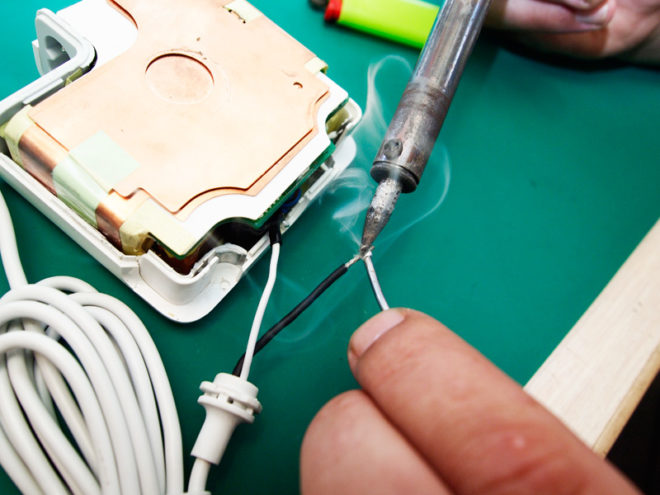
Forrasztás
Az egyik kezével fogja meg a csavart vezetékeket fogóval. Ha csak két vékony vezetéket csatlakoztat, és a forrasztás hossza kicsi, akkor ez csavarás nélkül megtehető. Csak a vezetékeket kell nagyon szorosan egymáshoz rögzíteni. Másrészt vegye a kívánt hőmérsékletre előmelegített forrasztópárat, és írja be a forrasztó ötvözetet szúrással. Kis nyomással nyomja rá a kereszteződésre. Melegítésnek ezen a helyen meg kell történnie, a kolofon felforr, és a forrasztott ötvözet elkezdi terjedni. Csak várni kell, amíg az ötvözet elterjed, és kitölti az erek közötti réseket.

Nagyon fontos, hogy az összekapcsolható felületek jól melegedjenek. Mert ha a forrasztóanyag megkeményedik és nem nedvesedik, az eredmény egy piszkos forrasztás, amelyet az elektrikusok "hidegnek" vagy "hamisnak" hívnak.
Feltétlenül hagyja, hogy a forrasztott anyag kihűljön álló helyzetben. A forrasztandó elemek legkisebb mozgása a forrasztás megszilárdulásakor befolyásolhatja a hézag minőségét és szilárdságát.
Amikor a forrasztó megszilárdul, törölje le alkohollal a maradék folyadék eltávolításához.
A megfelelő forrasztás részleteit ebben a videóban mutatjuk be részletesen:
és itt láthatja, hogyan lehet forrasztani egy csavart valós körülmények között:
Csak a kapcsolat megbízható szigetelése marad. 3-4 réteg elektromos szalagot tekercselhet. A hőre zsugorodó cső jó szigetelést szolgál. Ne felejtse el a csatlakozás megkezdése elõtt az egyik vezetõre tenni. Ezután húzza át a kapott elektromos egységen, melegítse hajszárítóval vagy öngyújtóval, és a cső szorosan fogja a csatlakozást. A második lehetőség előnyösebb, mivel szoros kapcsolatot biztosít az érintkezővel.
Azt mondtuk, hogyan kell a huzalokat megfelelő módon forrasztani. Alapvetően ez nem nehéz azok számára, akik tudják, hogyan kell használni a forrasztópáka. Ha még soha nem csináltad ezt, akkor jobb, ha megkérdezel valakit, hogy tanítson egy kicsit. Természetesen elolvashatja a cikkeket, és elméletileg mindent megérthet. De ne felejtsük el, hogy "jobb egyszer látni."



