Kuinka hitsata johdot omilla käsillä

PUE: n määräyksissä suositellaan hitsauslankoja yhdeksi luotettavimmista tavoista niiden kytkemiseen. Tämän menetelmän käytön edut ovat huomattavasti suuremmat kuin ne muutamat haitat, jotka tekevät siitä suositun DIYers-laitteiden ja ammattimaisten sähköasentajien keskuudessa.
Sisältö
Hyödyt ja haitat hitsauksessa, sen lajikkeet
Johtimien hitsausliitännän etuina on siirtymävastuksen puuttuminen, jota esiintyy aina kiertäessä tai ruuvattaessa. Tämä pätee erityisen hyvin kun asennetaan johdotuksia voimakkaille laitteille.
Haittoja ovat tarve ostaa tai tehdä oma kiertämiseen suunniteltu hitsauskone.
Hitsaustyöt vaativat joitain taitoja, joten kierteitä hitsaavan sähköasentajan on opittava ainakin tämän veneen perusteet.
Tuotannon sähkötyön aikana käytetään erityyppisiä hitsauksia: vakio-, valokaaripiste-, plasma-, vääntö-, elektronisäde-, ultraääni- tai näiden erilaisia yhdistelmiä. Kotitalouskäyttöön useimmiten sähköasentajat käyttävät piste- ja kaarihitsaukseen laitetta, joka toimii hiili- tai grafiittielektrodien kanssa.

Tämän ratkaisun avulla voit saada laadukkaita yhteyksiä tarvittavien laitteiden ja komponenttien minimihinnalla.
Valmistaessa langan hitsauslaitetta on kiinnitettävä erityistä huomiota laitteen seuraaviin ominaisuuksiin:
- Nykyinen voimakkuus, jonka laite voi antaa. Ihannetapauksessa tämä on muuttuva arvo.
- Laitteen tarjoama jännite riittää sähkökaarin luomiseen - yleensä 12-32 volttia.
- Mistä virrasta hitsaaja toimii - vuorottelevasti tai suoraan. Jos sinulla on kokemusta tällaisesta työstä, voit käyttää muuttujaa, mutta aloittelijoille on suositeltavaa aloittaa vakiona.
Koska eri metallit vaativat hitsaamiseen erilaisia virtauksia ja jännitteitä, yleiset hitsauskoneet voivat välttämättä säätää näitä arvoja. Lisäksi, kun liität erilaisia materiaaleja, saatat tarvita erikoisvirtauksia, jotka suojaavat metallia hapettumiselta tai kaasujen tunkeutumiselta ilmaan siihen. Yleensä hitsauskoneet ovat yleensä melko tilaa vieviä ja raskaita, mutta pieniin hitsaustöihin on mahdollista löytää invertterihitsaajia suhteellisen alhaisella hinnalla, jotka ovat ihanteellisia hitsauslankojen hitsaamiseen.
Hitsaamalla kuparilankoja, joita käytetään kodin johdotuksissa, ei tarvitse käyttää erittäin suurta virtaa ja jännitettä, joten on mahdollista käyttää pienikokoisia hitsauslaitteita, jotka sopivat vakiona olevaan työkalukoteloon.
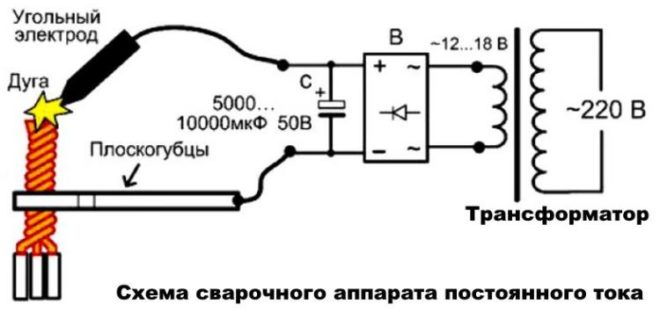
Kaarihitsauksen toimintaperiaate - laitekaavio
Koska hitsaus vaatii suuren virran, askelmuuntaja on muuntajan perusta - hitsausjännitteeseen liittyy aina virran vahvuuden kasvu ja päinvastoin.
AC muunnetaan DC: ksi vakiona diodisiltaa, ja kondensaattoria käytetään aaltoilun tasoittamiseen.
Tasavirtalaitteen käytön konkreettinen haitta on, että diodeja ja kondensaattoria käytetään melko suuria kokoja ja ne lisäävät merkittävästi hitsauskoneen painoa, joka on alun perin tehty kannettavaksi.
Asiantuntijat suosittelevat myös lisävastuksen asettamista diodisillan tuloon tai ulostuloon, koska diodit "eivät pidä" oikosulusta puhtaassa muodossa.
Monet käsityöläiset kokoavat manuaalisesti kuparilankojen hitsaamiseen hitsauskoneen, joka tuottaa kaarin vaihtovirrasta ja käyttää niitä menestyksekkäästi. Siksi on mahdotonta sanoa yksiselitteisesti, että tasavirtalaitetta ei voida käyttää - jokainen valitsee itselleen tarvittavan mallin taitojensa mukaan. Jos vaihtohitsauskone kootaan manuaalisesti, diodisilta ja kondensaattori heitetään yksinkertaisesti pois piiristä.
Tärkeä taito, joka on hallittava vaihtohitsauskoneen käyttöön, on oppia "silmältä" kuinka kauan sähköpurkauksen sytytettyä kaaria pitää pitää kiinni, jotta kierteen pää lämpenee ja sulaa.
Yleisin tapa saada aikaan hitsauksessa käytetty negatiivinen kosketin vanhoilla pihdillä, jotka pitävät johdot.

Vaiheeseen otetaan puristin, joka voi pitää grafiittitankoa. Puristimen muotoilu voi olla hyvin monipuolinen - ruuviliitoksesta nk. Krokodiileihin, sekä kotitekoisia että tehtaalla valmistettuja. Yhdistämiseen itse hitsauskoneeseen käytetään kaapeleita, joiden poikkileikkaus on noin 10 mm².
Huolimatta siitä, että teollisuusympäristöön koottu laite on luokkaa kalliimpaa kuin kotitekoinen, sen hinta ei ole kohtuuton ja antaa sinun ostaa tällaisen hitsauslaitteen edes rajoitetulla budjetilla. Sen käytön edut ovat ilmeiset - se on tarkasti laskettu malli, jossa on virransäädin, jonka avulla voit työskennellä erityyppisten metallien kanssa ja hitsatavien johtimien lukumäärän kanssa.
Langanhitsausprosessin nuanit
Tarvittavien taitojen avulla hitsausjohtimet eivät vie kauan, mutta hyvän liitoksen aikaansaamiseksi on erittäin suositeltavaa harjoittaa ensin yksittäisiä kaapeleita. Lisäksi tämä on tehtävä, jos kääntöjen hitsaamiseen käytetään laitetta, joka toimii vaihtovirralla - sinun on tottuttava tällaisen laitteen voimaan. Koko prosessi näkyy selvästi seuraavassa videossa:
Askel askeleelta kaikki näyttää tältä:
- Vaijerin strippaus. Hitsauksen erityispiirre on tarve nauhoittaa johtimien johtimet pituuteen 60-80 mm. Vähemmän on mahdotonta, koska hitsauksen aikana lanka kuumenee melko voimakkaasti ja eristys sulaa.
- Johtimien kiertäminen. Vaikuttaa siltä, että voit yksinkertaisesti taittaa johdot ja hitsata - joka tapauksessa, lopussa muodostuu pisara, joka yhdistää kaiken toisiinsa. Tämän kytkentämenetelmän ongelma voi olla johtimien hauraus - ei ole tosiasia, että se syntyy, mutta jostain syystä hiilielektrodilla hitsaamisesta aiheutuva pudotus saa sipulisen rakenteen ja on taipuvainen murtumaan. Tämä ei vaikuta johtavuuteen, mutta jos johdot eivät ole kiertyneet, ne voivat rikkoutua.
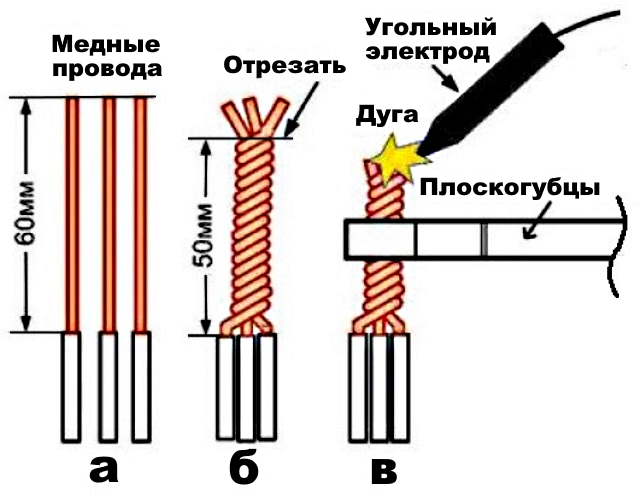
- Leikkauksen kierre. Laskimonsuuttien päät on leikattava pois tasaisen leikkauksen saamiseksi. Sitten kaari hitsauksen aikana lämmittää tasaisesti koko kierteen pinnan ja pudotus osoittautuu tasaiseksi.
- Hitsaamalla. Kierre vangitaan pihdillä ja grafiittielektrodi tuodaan sen kärkeen, kunnes tapahtuu sähkökaari. Sitä on pidettävä, kunnes johtimien päät sulautuvat, muodostaen tasaisen pudotuksen. Seuraava kierre hitsataan, kun edellinen on jäähtynyt.
Jos kaari ei tule näkyviin, muuntajan teho on riittämätön tai käytetään liian pitkiä johtimia elektrodipidikkeisiin (niiden vastus estää riittävän virran saamisen).
Paras vaihtoehto johtimien pituudelle on 2,5-3,5 metriä, mutta ensimmäisessä tapauksessa työn helpottamiseksi hitsauslaite on asetettava jalustalle.
- Kierrosten eristys.Nopeuden kannalta optimaalinen vaihtoehto tässä olisi lämpö kutistuvien kambrikoiden käyttö, mutta niiden lämmittämiseen tarvitaan lisäksi rakennushiustenkuivaaja tai hyvä sytytin. Tavallisen sähköteipin käyttämiselle ei myöskään ole esteitä - ellei se ole aikaa pidempi.
- Hitsaus kupari- ja alumiinijohdot. Yleensä se suoritetaan samalla tavalla kuin tavallinen - ainoa ero on johtimien valmistelussa. Kuparilanka pysyy suorana ja alumiininauha kääritään sen ympärille. Sitten alumiiniin johdetaan vuo, joka lämmitettäessä poistaa oksidikalvon tästä metallista ja voit aloittaa hitsauksen.

Mutta jos noudatat PUE: n vaatimuksia, kotitalousolosuhteissa tuskin joudut työskentelemään alumiinilankojen kanssa, koska sellaisten kaapeleiden, joiden poikkileikkaus on alle 16 mm², käyttö on kielletty sähköjohtojen asettamisessa.
Vaijerien hitsaus invertterillä
Tällaisen laitteen käyttö on edullisinta, koska kupari- ja alumiinilankojen hitsaaminen invertterillä on paljon helpompaa kuin kotitekoisilla hitsauskoneilla. Tämä on yleiskaavan laite, jonka virran voimakkuutta säädetään korkeintaan 160 ampeeria. Sen lisäksi, että se voi hitsata säikeitä, sen avulla voit työskennellä jopa 5 mm paksuisella metallilla - kotikäyttöön tämä teho on yleensä enemmän kuin tarpeeksi.
Tavallisesti tällainen laite on ammattilaisten etuoikeus, jotka jatkuvasti kohtaavat hitsaustöitä, mutta samaan aikaan sitä voidaan turvallisesti suositella aloittelijoille, jotka vain hallitsevat kääntöjen hitsausta omilla käsillään. "Kuumakäynnistyksen" toiminta, suoja elektrodin tarttumista vastaan ja kyky työskennellä jopa jännitepisaroilla antaa aloittelijalle hitsaajan hallita nopeasti tämän veneen perusteet, ja ammattilainen työskentelee aina mielellään hyvällä työkalulla.
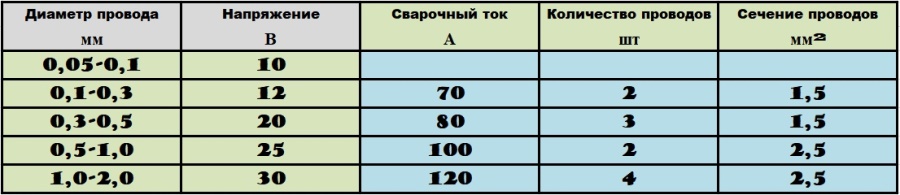
Jos laitteen avulla voit säätää jännitettä ja virtaa, "silmäyksellä" mitattavat arvot voidaan määrittää johtimien halkaisijan ja niiden lukumäärän perusteella.
Lyhyesti tärkeimmästä
Kierrettyjen johtimien päiden hitsaaminen parantaa merkittävästi näiden koskettimien johtavuutta ja siten koko verkon ominaisuuksia.
Hitsauskoneet, jotka mahdollistavat pistehitsauksen, ovat kaupallisesti saatavana, ja ne ovat myös rakenteellisesti riittävän yksinkertaisia, jotta ne voidaan tehdä itse. Mutta toisessa tapauksessa kootaan useammin yksinkertaisia laitteita, jotka tuottavat vaihtovirtaa - sellaiset laitteet vaativat tiettyjä käyttötaitoja.
Käytännössä tämän tai toisen laitteen käyttämisessä ei ole paljon eroa - jos mestari on riittävän kokenut, tulos on joka tapauksessa hyvä.



