Kuidas keevitada juhtmeid oma kätega

PUE sätted soovitavad keevitusjuhtmeid nende ühendamiseks üheks kõige usaldusväärsemaks viisiks. Selle meetodi kasutamise eelised kaaluvad palju üles mõned puudused, mis muudavad selle isetegijate ja professionaalsete elektrikute seas populaarseks.
Sisu
Keevitamise plussid ja miinused, selle sordid
Traadiühenduse keevitamise eelisteks on üleminekutakistuse puudumine, mis on alati olemas keeramisel või poltidega keeramisel. See kehtib eriti võimsate seadmete juhtmestiku paigaldamisel.
Puuduseks on vajadus osta või valmistada oma keevitusmasin, mis on mõeldud keeramiseks.
Keevitustöö nõuab teatud oskusi, nii et elektrik, kes keevitab keerdusid, peab õppima vähemalt selle käsitöö põhitõed.
Tootmises elektritöödel kasutatakse erinevat tüüpi keevitust: standard-, kaar-punkt-, plasma-, torsioon-, elektronkiir-, ultraheli- või nende erinevaid kombinatsioone. Koduseks kasutamiseks kasutavad elektrikud kõige sagedamini punkt- ja kaarkeevitusseadet, mis töötab süsinik- või grafiitelektroodidel.

See lahendus võimaldab saada kvaliteetseid ühendusi vajalike seadmete ja komponentide minimaalsete kuludega.
Keevitustraatide seadme valmistamisel tuleks kõige rohkem tähelepanu pöörata seadme järgmistele omadustele:
- Praegune tugevus, mida seade võib väljastada. Ideaalis on see muutuv väärtus.
- Seadme pakutav pinge on elektrikaare tekitamiseks piisav - tavaliselt 12-32 volti.
- Millisest voolust keevitaja töötab - vahelduv või otsene. Kui teil on sellise tööga kogemusi, võite kasutada muutujat, kuid algajatel on tungivalt soovitatav alustada konstandiga.
Kuna erinevate metallide keevitamiseks on vaja erinevat voolu ja pinget, saavad universaalsed keevitusmasinad neid väärtusi tingimata reguleerida. Lisaks võib erinevate materjalide ühendamisel vaja minna spetsiaalseid räbusteid, mis kaitsevad metalli oksüdeerumise või õhugaaside sissetungimise eest. Enamasti on universaalsed keevitusmasinad üsna kohmakad ja rasked, kuid väikeste keevitustööde jaoks leiab suhteliselt soodsa hinnaga inverterkeevitajad, mis sobivad ideaalselt juhtmete keevitamiseks.
Kui keevitatakse vasktraadid, mida kasutatakse koduses juhtmestikus, ei ole vaja kasutada väga suurt voolu ja pinget, mistõttu on võimalik kasutada väikese suurusega keevitusmasinaid, mis mahuvad tavalisse tööriistakohvri.
Kaarkeevituse tööpõhimõte - seadme skeem
Kuna keevitamine nõuab suurt voolu, on astmeline trafo iga keevitusmasina aluseks - pinge langusega kaasneb alati voolutugevuse suurenemine ja vastupidi.
Vahelduvvoolu muutmiseks alalisvooluks kasutatakse tavalist dioodsilda ja pulsatsiooni tasandamiseks kondensaatorit.
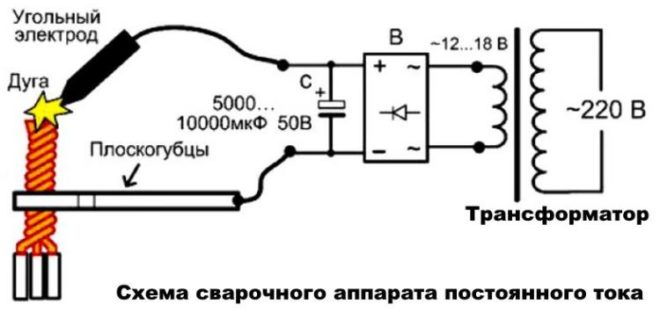
Alalisvooluseadme kasutamise käegakatsutavaks puuduseks on see, et dioode ja kondensaatorit kasutatakse üsna suurte mõõtmetega ning need suurendavad oluliselt algselt teisaldatavaks muudetud keevitusmasina kaalu.
Samuti soovitavad eksperdid panna dioodisilla sisendisse või väljundisse lisatakistus, kuna dioodidele "ei meeldi" lühis puhtal kujul.
Paljud käsitöölised panevad käsitsi kokku keevitusmasina vasktraatide keevitamiseks, mis toodab vahelduvvoolust kaare ja kasutab neid edukalt. Seetõttu on võimatu ühemõtteliselt väita, et alalisvooluseadet on võimatu kasutada - igaüks valib endale vajaliku mudeli vastavalt oma oskustele. Kui vahelduvvoolu keevitusmasin on käsitsi kokku pandud, visatakse dioodisild ja kondensaator lihtsalt vooluringist välja.
Vahelduvvoolu keevitusmasina kasutamiseks vajalik oskus on õppida "silma järgi", kui kaua tuleb elektrilahenduse süttinud kaare all hoida, et keerdumise ots kuumeneks ja sulaks.
Kõige tavalisem viis negatiivse kontakti loomiseks, mida keevitamiseks kasutatakse, on vanad tangid, mis hoiavad juhtmeid.

Faasi jaoks võetakse klamber, mis mahutab grafiitvarda. Klambri disain võib olla väga mitmekesine - kruviühendustest nn "krokodillideni", nii koduse kui ka tehases valmistatud. Keevitusmasina endaga ühendamiseks kasutatakse umbes 10 mm² ristlõikega kaableid.
Hoolimata asjaolust, et tööstuskeskkonnas kokkupandud seade on suurusjärgu võrra kallim kui kodus valmistatud seade, pole selle hind üüratu ja võimaldab sellist keevitusmasinat osta ka piiratud eelarvega. Selle kasutamise eelised on ilmsed - see on täpselt arvutatud vooluregulaatoriga disain, mis võimaldab töötada erinevat tüüpi metallide ja keevitatavate juhtmete arvuga.
Traadi keevitamise protsessi nüansid
Vajalike oskuste korral ei võta juhtmete keevitamine kaua aega, kuid hea ühenduse saamiseks on tungivalt soovitatav esmalt harjutada üksikute kaablijuppidega. Pealegi tuleb seda teha, kui kasutatakse vahelduvvooluga töötavat keerdkeevitusseadet - peate harjuma sellise seadme võimsusega. Kogu protsess on selgelt näidatud järgmises videos:
Samm-sammult näeb kõik välja selline:
- Traadi eemaldamine. Keevitamise eripäraks on vajadus eemaldada juhtmed 60-80 mm pikkuseks. Vähem on võimatu, kuna keevitamise ajal kuumeneb traat üsna tugevalt ja isolatsioon sulab.
- Juhtmete keeramine. Näib, et saate juhtmed lihtsalt kokku voltida ja keevitada - igatahes moodustub lõpus tilk, mis ühendab kõik omavahel.Selle ühendusmeetodi probleemiks võib olla juhtmete haprus - see pole tõsiasi, et see tekib, kuid mingil põhjusel omandab süsinikelektroodiga keevitamisel tekkinud kukkumine käsna struktuuri ja on altid murduma. Juhtivust see ei mõjuta, kuid kui juhtmed pole keerdunud, võivad need puruneda.
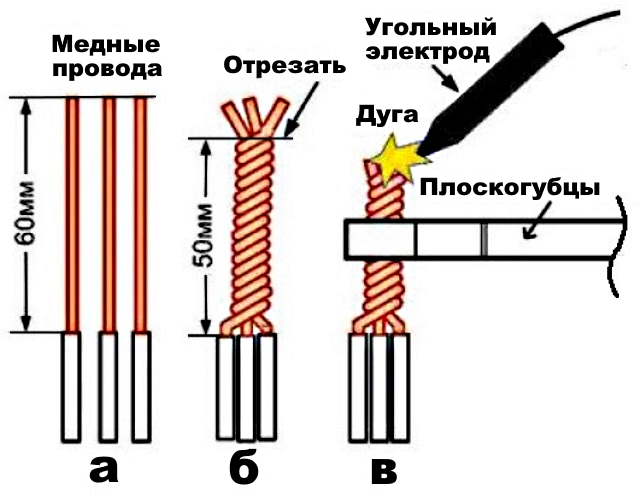
- Väände kärpimine. Ühtlase lõike saamiseks tuleb veenide kohevad otsad ära lõigata. Siis soojendab kaar keevitamise ajal ühtlaselt kogu keerdpinna ja langus osutub ühtlaseks.
- Keevitamine. Keerd püütakse kinni tangidega ja selle otsa tuuakse grafiitelektrood, kuni tekib elektrikaar. Seda tuleb hoida, kuni juhtmete otsad on sulanud, moodustades sujuva tilga. Järgmine keerd keevitatakse pärast eelmise jahtumist.
Kui kaar ei ilmu, siis on trafo võimsus ebapiisav või kasutatakse elektroodihoidikutele liiga pikki juhtmeid (nende takistus takistab piisava voolu saamist).
Parim variant juhtmete pikkuseks on 2,5–3,5 meetrit, kuid esimesel juhul tuleb töö mugavuse huvides keevitusmasin alusele asetada.
- Keerdude isoleerimine. Kiiruse mõttes oleks siinkohal optimaalne variant termokahanevate kambrikute kasutamine, kuid nende soojendamiseks on vaja lisaks ehitusfööni või korralikku tulemasinat. Samuti ei ole takistuseks tavalise elektrilindi kasutamine – välja arvatud juhul, kui see on ajaliselt veidi pikem.
- Vask- ja alumiiniumtraatide keevitamine. Üldiselt viiakse see läbi samamoodi nagu tavaline - erinevus on ainult juhtmete ettevalmistamises. Vasest kiud jääb sirgeks ja alumiiniumkiud mähitakse selle ümber. Seejärel kantakse alumiiniumile räbusti, mis kuumutamisel eemaldab sellelt metallilt oksiidkile ja võite alustada keevitamist.

Kuid kui järgite PUE nõudeid, siis ei pea te kodustes tingimustes vaevalt alumiiniumjuhtmetega töötama, kuna selliste alla 16 mm² ristlõikega kaablite kasutamine on elektrijuhtmete paigaldamiseks keelatud.
Juhtmete inverterkeevitus
Sellise seadme kasutamine on kõige eelistatavam, kuna inverteriga on vask- ja alumiiniumtraate palju lihtsam keevitada kui omatehtud keevitusmasinatega. See on universaalse plaani seade, mille voolutugevust reguleeritakse vahemikus kuni 160 amprit. Lisaks sellele, et see suudab keevitada niite, võimaldab see töötada kuni 5 mm paksuse metalliga - koduseks kasutamiseks on see võimsus tavaliselt enam kui piisav.
Tavaliselt on selline seade pidevalt keevitustöödega silmitsi seisvate professionaalide eesõigus, kuid samal ajal võib seda julgelt soovitada ka algajatele, kes alles oma kätega keerdkeevitust valdavad. "Kuumkäivituse" funktsioon, kaitse elektroodi kleepumise eest ja võime töötada isegi pingelangustega võimaldavad algajal keevitajal selle käsitöö põhitõed kiiresti omandada ja professionaalil on alati hea meel hea tööriistaga töötada.
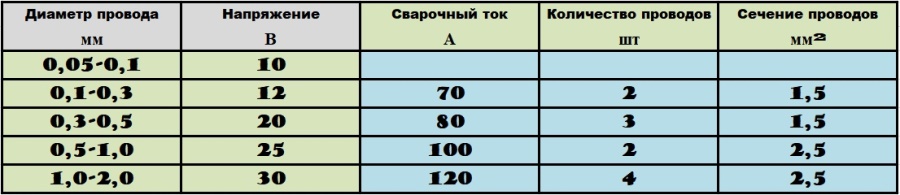
Kui seade võimaldab teil pinget ja voolu reguleerida, saab "silma järgi" määrata, milliseid väärtusi määrata juhtmete läbimõõdu ja nende arvu järgi.
Lühidalt peamisest
Keerutatud juhtmete otste keevitamine parandab oluliselt nende kontaktide juhtivust ja seega ka võrgu kui terviku omadusi.
Punktkeevitust võimaldavad keevitusmasinad on müügil ja on ka ehituslikult piisavalt lihtsad, et neid ise valmistada. Kuid teisel juhul monteeritakse sagedamini lihtsamaid vahelduvvoolu tootvaid seadmeid - sellised seadmed nõuavad teatud tööoskusi.
Praktikas pole selle või teise seadme kasutamisel suurt vahet - kui meister on piisavalt kogenud, on tulemus igal juhul hea.



