Juhtmete ühendamine presshülssidega
Juhtmete ühendamiseks on palju võimalusi – alates vanast vanaisa keerutamisest kuni moodsamate isekummerduvate klemmiplokkideni. Kuid ükski neist pole täiuslik, igal meetodil on oma eelised ja puudused. Mõnel juhul piisab juhtmete ühendamisest klemmiplokis, mõnikord on vaja keevitamist või jootmist. Kuid on aegu, kus juhtmete kokkupressimine on parim valik, räägime sellest üksikasjalikumalt.
Sisu
Mis on meetodi olemus?
Pressimine on juhtmete ühendamise meetod spetsiaalsete varrukate abil. Väliselt näevad need välja nagu tavalised torud ja toimivad ühendusmehhanismina.
Ühendatavate juhtmete juhid sisestatakse torusse kahest vastasotsast, surutakse presstangidega kokku ja selle tulemusena saadakse tugev ja töökindel elektrikoost. Toru surutakse kokku kahes või kolmes kohas, olenevalt selle pikkusest ja lülitatud juhtmete ristlõikest. Ühendatud südamikud ja hülss läbivad liigeste deformatsiooni. Sel hetkel surutakse juhtmete juhtivad pinnad toru poolt kokku ja pigistatakse. Tänu sellele on juhid vastastikku blokeeritud, mis annab usaldusväärse elektrikontakti.
Seejärel isoleeritakse ristmik.
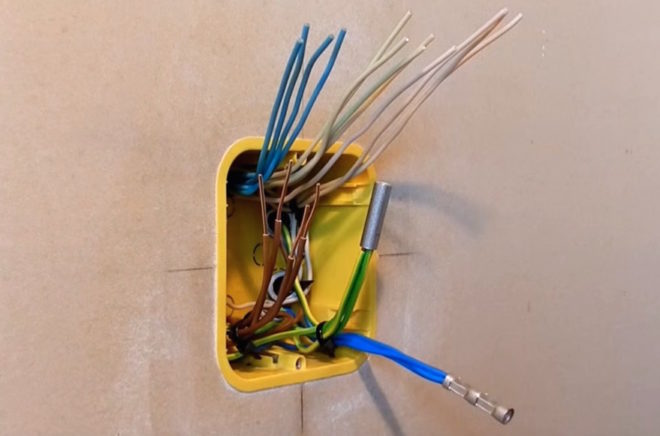
Kõige sagedamini kasutatakse seda meetodit olukordades, kus teist tüüpi ühendust pole võimalik rakendada. Näiteks keevitamiseks on vaja elektri olemasolu, et saaksite keevitusmasina ühendada. Väikeses ühenduskarbis töötades on poldiühenduse, mutriklambri või klemmiploki asukoht ebamugav. Ja jootekolviga pole ka harukarbi lae poole sirutamine kuigi mugav.Sellistel juhtudel aitab hädast välja juhtmete pressimine varrukate abil.
Pressimismeetod on kõige nõudlikum:
- kui on vaja ühendada juhtmeid suure voolukoormusega elektriliinides;
- keerdunud juhtmete vahetamiseks;
- kui on vaja ühendada suure ristlõikega juhtmeid.
Eelised ja miinused
Pressimisel on palju positiivseid külgi:
- Tööriist, millega selline ühendus tehakse, on käsitsi; see ei vaja töötamiseks elektrit. Juhul, kui peate töötama ruumis, kus pole pinget, on pressimine ainus kvaliteetne ühendusviis.
- Presstorude abil saab ühendada erinevatest metallidest juhtmeid, mis on lahendus igipõlisele probleemile vask- ja alumiiniumjuhtmete ümberlülitamisel ühes elektrisõlmes.
- Kui keevitamiseks on vaja keevitamist oskavat spetsialisti ja jootmisel on vaja osata kasutada jootekolvi, siis pressimisega saab hakkama igaüks, piisab, kui proovid presstangid töös vaid korra.
- Spetsiaalse pressimistööriista abil on võimalik kommuteerimist teostada mis tahes, isegi kitsastes kohtades. Eriti mugav on see juhtmete ühendamisel pistikupesas või karbis.
- Presstangide ja varrukatega pressimine võimaldab lühendada ühendatud juhtmete lõike miinimumini.
- Mehaaniline jõud loob kõige vastupidavama kontaktühenduse.
- Pressimise tulemusena saadakse ühes tükis ühendus, mis talub suurt füüsilist pinget purunemisel.
- Paigalduskiirus on minimaalne, ühenduse kvaliteet on maksimaalne.
- See kontakt ei vaja hooldust.
Mitteeraldatav pressimisviis on mingil moel puudus, st vajadusel ei saa ühendust lahti keerata ja üht juhti välja vahetada. Hülsi saab ainult välja lõigata.
Tööriistad ja materjalid
Tööks vajate käsitsi (või mehaanilisi) presstange. Need pressivad varruka kuni 120 mm juhtmetega2...Suurema ristlõikega südamike jaoks on vajalik press, mida käitab hüdroajam.

Erinevate sektsioonide jaoks on stantsidega tangid ja reguleeritavate stantsidega. Väga mugav tööriist selles mõttes, et seda pole vaja pidevalt muudele mõõtudele ümber paigaldada, piisab, kui mulgurkruvi või stants keeratakse soovitud sektsiooni.
Alumiiniumjuhtmetega töötamisel vajate spetsiaalset kvarts-vaseliinipastat, mis eemaldab veenidelt oksiidkile ja takistab selle uuesti ilmumist.
Vaskjuhtmed sellist töötlemist ei vaja, kuid sellegipoolest on hõõrdumise vähendamiseks soovitatav neid määrida tavalise tehnilise vaseliiniga. Deformeerimisel võivad deformatsioonid kahjustuda ja määrimine vähendab selle riski.
Varrukate tüübid
Väga oluline on valida õiged varrukad juhtmete kokkupressimiseks.
Teostusmaterjali järgi
Vaskkaabel või traat tuleks vastavalt kokku suruda vaskhülssidega. Neid on kahte tüüpi ja neil on järgmine lühend:
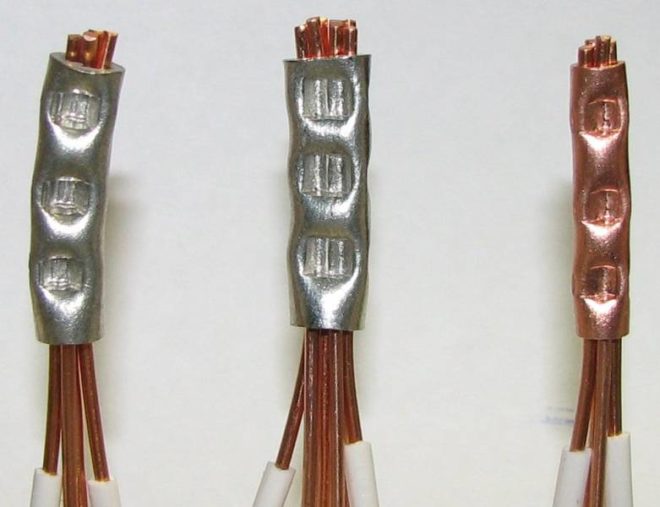
- GM - vasest varrukad. Need on valmistatud puhtalt vasest, neil ei ole kattekihti ega töötlust, välimuselt näevad nad välja nagu tavalised vasktorude tükid.
- GML - tinatud vasest varrukad. Need läbivad tinatamisprotseduuri ehk nende pinda töödeldakse spetsiaalse tina-vismutikihiga. Seda tehakse oksüdatsiooni- ja korrosiooniprotsesside vältimiseks. Koolifüüsika tundidest on ka teada, et vask, nagu iga teine metall, oksüdeerub. Tinamine takistab seda protsessi, pressitud traadid ei reageeri keemiliselt tinatatud hülsiga.

Tahaksin anda ühe kasuliku nõuande. Ärge kuulake, kui äkki keegi kogenud elektrikutest tõestab teile, et GML-hülsside abil on võimalik alumiiniumtraate kokku pressida, kuna tinakiht ei võimalda alumiiniumi ja vase vahel otsest kontakti. See ei vasta tõele, sest pressimisel deformeerub toru pinnakiht ja korrosiooniprotsess on siiski vältimatu.
Alumiiniumjuhtmete ühendamiseks kasutavad nad samast metallist valmistatud tooteid, need on tähistatud GA (alumiiniumhülss).
Samuti on kombineeritud varrukad, need on tähistatud GAM-iga (alumiinium-vaskhülss), igapäevaelus kutsuvad paljud neid alumiinium-vask-varrukateks. Seda suvandit kasutatakse siis, kui on vaja erinevatest metallidest juhtmeid põkkühendusega ühendada. Hülss on kaheosaline toru; erinevate metallide ristmikul tehakse ühendus hõõrdkeevitusega. Siin on kõik äärmiselt lihtne ja selge - toru vasest valmistatud ossa on vaja sisestada vaskjuhtmed ja alumiiniumosasse alumiiniumjuht.
Ja kõige kaasaegsem versioon tähisega GSI (isoleeritud ühendusvarrukad). Nende aluseks on tavalised tinatud torud, ainult need on pealt kaetud polüvinüülkloriidist isolatsiooniga. Nad suruvad vaskjuhtmeid kokku. Pressimise käigus isolatsioonikihti ei eemaldata, selle peale pannakse tangid ja tehakse kokkusurumine. Sellised varrukad lihtsustavad oluliselt elektriku tööd, kuna pressitud elektrisõlm ei vaja selle isoleerimiseks täiendavaid meetmeid.
Suuruse järgi
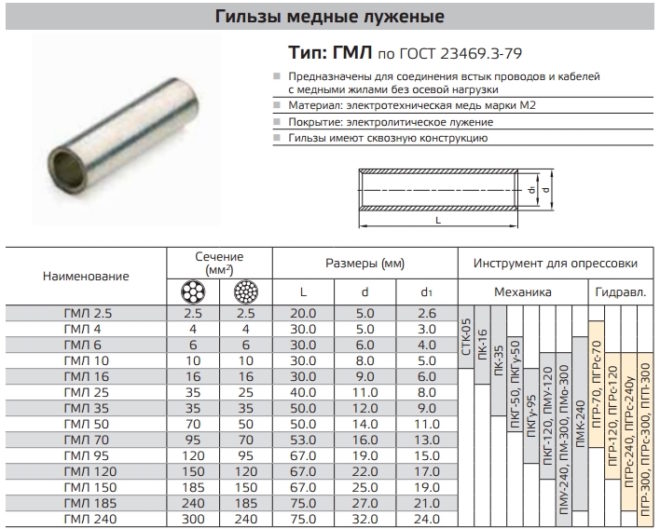
Pärast tähtede tähistusi kirjutatakse varrukale number. Mida see tähendab? See on selle juhi ristlõige, mille jaoks see toode on mõeldud. Näiteks tinatatud vasest hülssi toodetakse juhtmetele ristlõikega 2,5 kuni 300 mm2... Vastavalt sellele on juhi ristlõike suurenemisega ka hülssel endal (läbimõõt ja pikkus) suured mõõtmed. Kombineeritud toodete puhul kirjutatakse läbi murdosa kaks numbrit, üks tähistab vaskjuhi ristlõiget, teine - alumiiniumjuhi ristlõiget.
Disaini järgi
Varrukad erinevad ka disaini poolest. Need võivad olla õõnsad, see tähendab, et need on seest läbi paljaste torude. Ja nende keskel on vahesein, mis võimaldab reguleerida juhtmete sisenemissügavust, see tähendab, et mõlema ühendatud südamiku otsad sisenevad sama pikkusega varrukas.Kombineeritud hülsid toodetakse vaheseintega, mida kasutatakse juhtmete ühendamisel ühenduskohaks.
Põhireeglid

Juhtmete kokkupressimine pole eriti keeruline. Peate lihtsalt teadma ja arvesse võtma mitmeid olulisi reegleid:
- Metallid, millest hülss ja ühendatavad juhid on valmistatud, peavad tingimata vastama üksteisele.
- Paljud elektrikud lühendavad tehase varrukad ja saagivad üleliigse osa lihtsalt metalli jaoks mõeldud rauasaega maha. See on ebasoovitav, kuna kontaktühenduse töökindlus väheneb.
- Hülssidega juhtmete pressimine peaks toimuma ainult spetsiaalse tööriista - presstangide abil. Te ei pea kasutama haamrit ega tange, kuna on võimalik kahjustada nii hülsi kui ka pressitavat juhet.
- Hülss tuleks valida sellise siseläbimõõduga, et see oleks võimalikult lähedal presstraadi läbimõõdule.
See on väga levinud viga, kui üritatakse vähendada juhi ristlõiget, et kohandada seda toru suurusele. Näiteks kui on väiksema läbimõõduga hülss, tahavad mõned inimesed petta ja keerdunud traadilt mõne veeni eemaldada. Ärge kunagi tehke seda, kuna takistus suureneb, ribalaius väheneb, mis toob kaasa kuumenemise ja kontaktühenduse hävimise.
Tehnoloogia
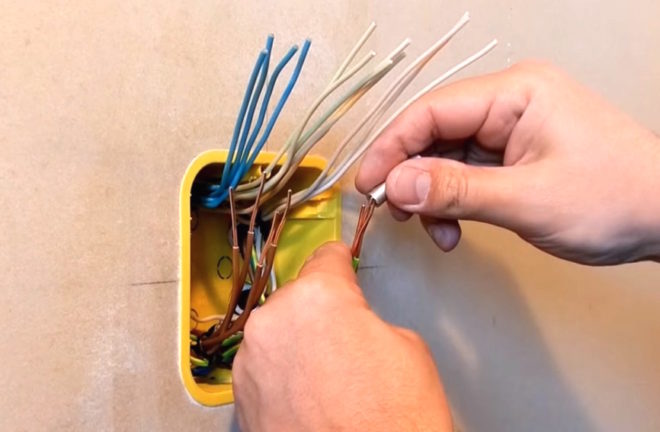
- Ühendatavatel juhtmetel eemaldage isoleerkiht 2-3 cm võrra.
- Nüüd, kasutades peeneteralist liivapaberit, lihvige paljad alad metallilise läike saamiseks.
- Kui juhid on alumiiniumist, siis määri neile kvarts-vaseliini pasta, kui vase, siis tehnilist vaseliini.
- Ühepoolseks pressimiseks asetage juhtmed üksteisega paralleelselt ja libistage nende peale hülss. Kahepoolse puhul sisestage eemaldatud südamikud torusse ühenduskoha vastasotstest.
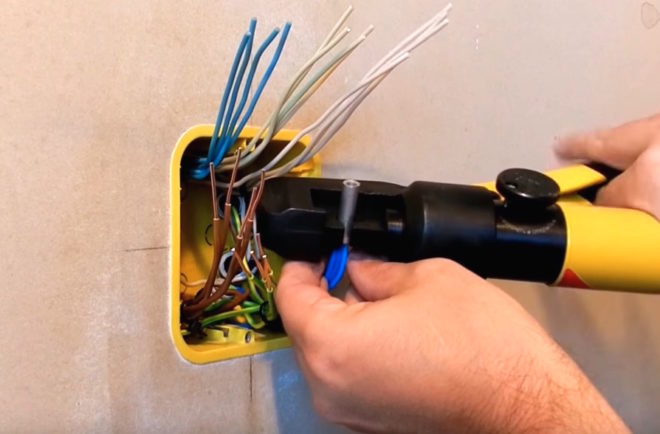
- Suruge vuuk presstangidega kokku, pühkige bensiini või lahustiga immutatud lapiga, isoleerige elektrilindi, termokahaneva toru või lakiga.
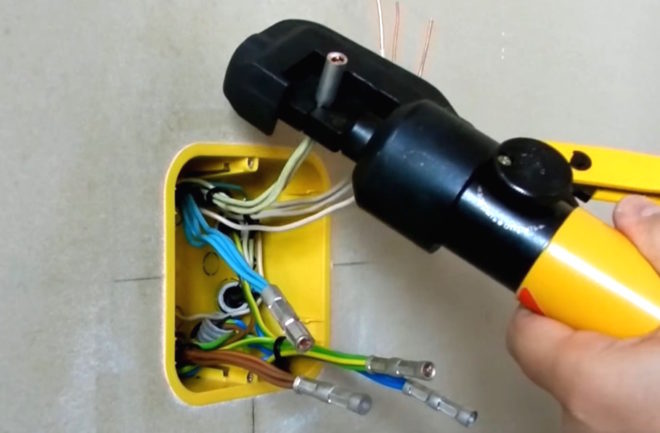
Selles videos on üksikasjalikult näidatud ühenduskarbi juhtmete lahtiühendamine pressimise abil:
Nagu näete, pole pressimises midagi keerulist ning saate usaldusväärse ja kvaliteetse ühenduse. Kui teil on vaja sarnast ühekordset tööd teha, võite kelleltki küsida presstangid või rentida. Kui teil on sageli elektritööd, ostke tööriist, see pole liiga kallis.



